



在工业生产中,镀层的厚度过薄将难以发挥材料的特殊功能和性能等作用, 过厚则会造成经济上的浪费,而且镀层的厚薄不匀或未达到规定要求, 将会对其机械物理性能产生不良影响。因此,材料表面镀层的厚度均匀性是最为重要的产品质量指标之一。
对材料表面镀层进行检测,已成为材料加工工业和用户进行产品质量检测必备的最重要的工序,是产品达到优质标准的必备手段。
一、镀层厚度的测试方法
1、磁性法 GB/T 4956-2003
2、涡流法 GB/T 4957-2003
3、显微镜法 GB/T 6462-2005
4、库仑法 GB/T 4955-2005
5、X射线光谱法 GB/T 16921-2005
二、测试原理及适用范围
磁性法
磁性测厚仪测量测头与基体金属的磁引力,该磁引力受到覆盖层存在的影响。
该方法适用于磁性基体上非磁性覆盖层厚度,例如釉瓷和搪瓷层,钢铁上镀镉、钢铁镀锌。
涡流法
涡流测厚仪产生高频电磁场,在测头下面的导体中产生涡流,涡流的振幅和相位与非磁性覆盖层厚度存在函数关系。
该方法适用于非磁性基体金属上非导电性覆盖层厚度,例如阳极氧化膜层。
显微镜法
利用显微镜,对样品进行切割、镶嵌、研磨、抛光和侵蚀的横断面进行观测,以测量出各层厚度。
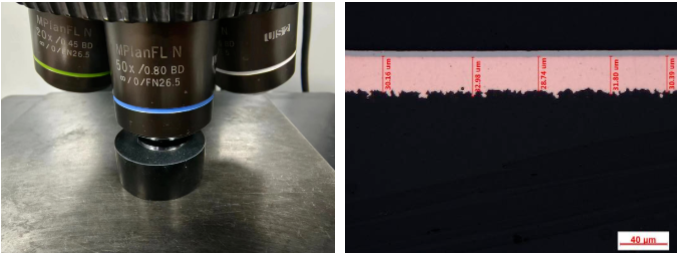
该方法适用于金属覆盖层、氧化膜层和釉瓷或玻璃搪瓷覆盖层。
库仑法
用适当的电解液阳极溶解精确限定面积内的覆盖层,通过库仑计测量电解所消耗的电量,从而计算镀层的厚度。
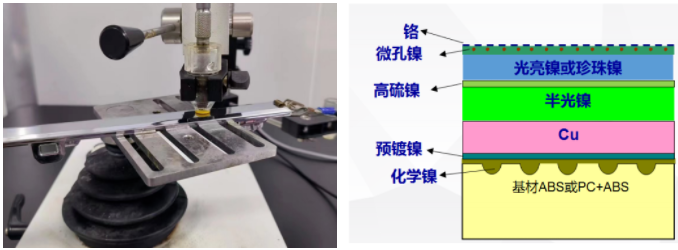
该方法适用于导电性覆盖层,例如铁镀锌、铜镀锡、铁铜镀镍等等,也适用于多层体系的测量(Cr-Ni-Cu)。
X射线光谱法
利用X射线与基体和覆盖层的相互作用而产生的离散波长和能量的二次辐射,这些辐射强度与覆盖层厚度成比例。
该方法适用于电镀及电子线路板等行业需要分析的金属覆盖层厚度,包括:铝(Al),铜(Cu),金(Au),锡(Sn),银(Ag),锌(Zn)等类型的镀层,也可用于测量三层覆盖层体系的厚度和成分。
三、镀层厚度测试方法优缺点
磁性法和涡流法
优点:方便快捷,测试成本低,样品是无损测试。
缺点:样品需要适当的平整面,测试准确性受到的影响因素较多,如基体金属磁性,基体金属厚度,边缘效应,曲率,表面粗糙度等。
显微镜法
优点:样品的适用范围较广,几乎能够识别出大多数镀层、氧化层、涂层,测量范围宽,不受覆盖层厚度大小的影响,从几微米到几百微米都可以准确测量,单层多层均可测试,结果直观可见,被多个车厂标准认同,视为仲裁方法。
缺点:测试过程较长,样品需要破坏,1-2微米以下的厚度无法胜任。
库仑法
优点:适用的样品基材和镀层种类较多,单层多层均可测试,小于1微米以下也可完成准确测试。少数车厂标准视为仲裁方法。
缺点:测试过程较长,需要使用化学试剂,镀层厚度较厚时容易电解不充分而提前终止测试,导致结果偏低而需重新测试。样品需要一定的平整面,测试后样品被局部破坏影响外观。
X射线光谱法
优点:适用的样品基材和镀层种类较多,单层多层均可测试,属于无损测试,测试周期短。
缺点:测试设备较为贵重,依赖于校正标准块。